降低CBM2160A曲轴轴承盖拧紧螺栓滑牙率
2013-04-26
李明 范玮鹤 龙海清
(上汽通用五菱汽车股份有限公司)
一、成果简介(上汽通用五菱汽车股份有限公司)
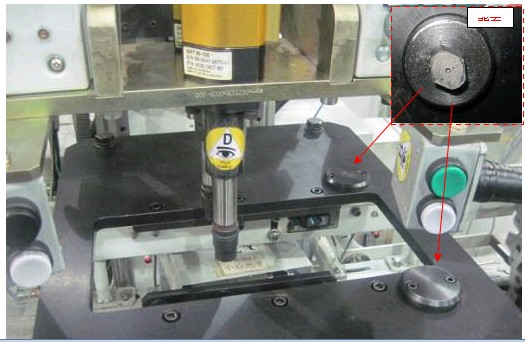
CBM2160A主轴承盖装配设备,缸体工件在拧紧区域夹紧工件只靠上固定底板下活动板夹紧,拧紧轴承盖螺栓过程中工件易晃动,导致螺栓滑牙,同时造成需人员进行返修处理等问题。对此在固定底板上加两个定位销固定工件的#499面,防止在拧螺栓时晃动造成拧滑牙的故障,滑牙的工件造成报废处理。
项目时间:2011年04月—2011年05月
项目目的:改善CBM2160A拧紧区域工件夹紧的定位方式,降低曲轴轴承盖拧紧螺栓滑牙率,避免报废件;
实施过程:
确定定位销位置,确定工件定位孔。
在顶板进行加装2个定位销。能够有效限制工件晃动。
创新点:
1、低成本——在工件#399面的定位板上增加两个定位销,销的成本很低。
2、稳定性好——定位板上增加两个定位销,当销插进工件能够保证工件不晃动,而定位销也不易磨损。
3、创造效益大——增加了夹紧工件的定位销,减少CBM2160A曲轴轴承盖拧紧螺栓滑牙率。根据成本计算可节省金额约156000元/年。
二、技术要点、难点
1、确定工件定位孔,以选着定位销进行安装与配合检验。
2、可靠性固定要求:工件夹紧定位后,保证拧紧轴承盖时不晃动,完全定位,同时避免出现定位不好导致压伤。
三、经济效益
降低工件报废率:
每月平均报废台数10台,单台成品工件价格400元,
节约金额=10台×400元×12个月 =48000元
成本计算总可节省金额约156000元/年
四、推广价值
该夹具可以推广到其它模块同设备上工件夹紧定位工艺中去。
(柳州中小企业网)





